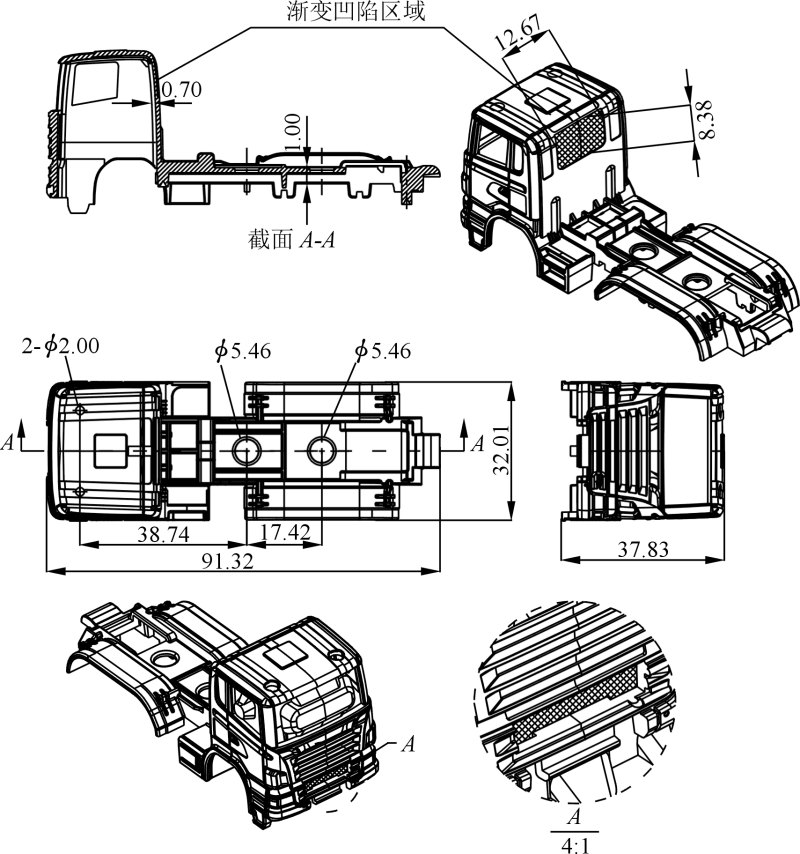
 原標(biāo)題:鋅合金薄壁件壓鑄模具失效分析及設(shè)計(jì)優(yōu)化 某鋅合金鑄件年需求110萬件,要求其成形模具除日常維護(hù)保養(yǎng)外需要白夜班連續(xù)壓鑄生產(chǎn),因此對模具成形的穩(wěn)定性和鑄件成品率帶來挑戰(zhàn)。此前,企業(yè)開發(fā)過一套一模出一穴、型芯鋼料為W1.2344、設(shè)計(jì)壽命為50萬模次的模具,但模具成形約30萬次后,鑄件表面出現(xiàn)嚴(yán)重披鋒及氣泡缺陷,且型芯發(fā)生局部斷裂,難以滿足生產(chǎn)需求。通過更換綜合性能更優(yōu)的ASSAB 8407 Supreme電渣重熔鋼作為型芯材料,同時沿用一模出一穴的成形方案以期提高鑄件的良品率和模具壽命,但模具在投入生產(chǎn)并成形約17萬模次后同樣出現(xiàn)了型芯斷裂失效和氣泡披鋒缺陷。相比其設(shè)計(jì)壽命及此前開發(fā)的一套模具的使用壽命,斷裂情形屬于模具早期失效,給企業(yè)的生產(chǎn)效率和經(jīng)濟(jì)效益造成了較大損失。為徹底解決模具成形穩(wěn)定性差、壽命短及為同類型薄壁鑄件的壓鑄模具成形方式和失效改善提供參考,對失效模具進(jìn)行分析和優(yōu)化,旨在為相關(guān)產(chǎn)品生產(chǎn)提供參考。 圖文結(jié)果 圖1為某款重載卡車的比例模型,材料為鑄造鋅合金ZZnA14Y,輪廓尺寸為91.32 mm×32.01 mm× 37.83 mm,壁厚為1 mm,壁薄且結(jié)構(gòu)復(fù)雜;鑄件頂部有兩個?2 mm的裝配孔(簡稱頂部裝配孔);前端有一個長方形通槽孔特征(見圖1中截面A-A網(wǎng)格陰影區(qū)域,簡稱前端通槽孔)。鑄件需具備兩種不同外形設(shè)計(jì),即一種有頂部裝配孔及前端通槽孔,另一種無孔槽特征。兩種設(shè)計(jì)方案中,兩處的孔和槽特征分別通過模具上的互換鑲針和互換側(cè)向抽芯滑塊來實(shí)現(xiàn)切換。鑄件外觀需進(jìn)行液體靜電噴涂工序(油漆烘烤固化溫度為130~140 ℃)后流入移印裝飾工序,鑄件表面要求無冷紋、冷隔、縮孔及其他壓鑄填充缺陷且氣泡率≤3%。
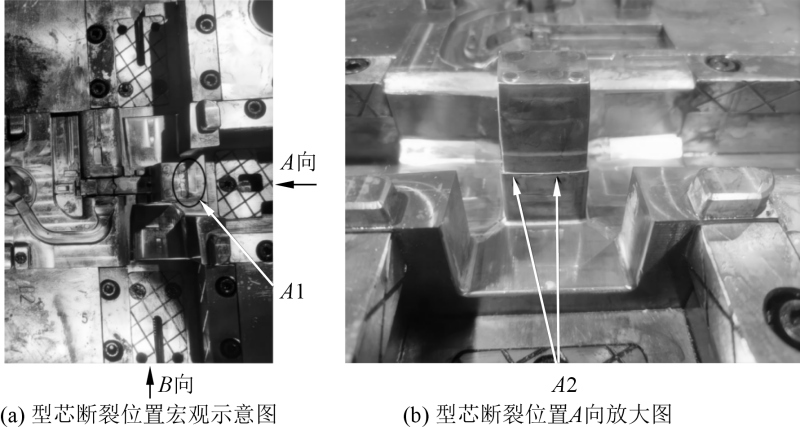
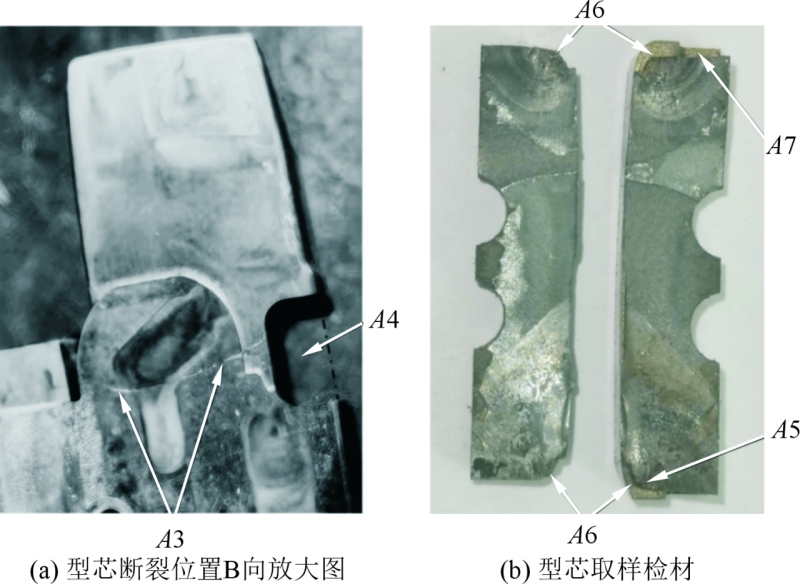
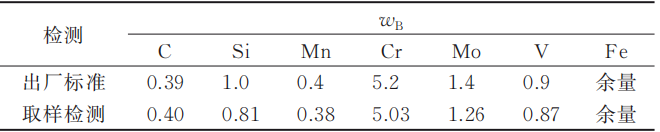
圖1 鑄件結(jié)構(gòu)圖 斷裂失效發(fā)生在模具型芯上呈孤島凸起的腰線位置,見圖2和圖3。從斷裂形貌看,主裂紋起源于凸起型芯上接近中間位置的臺階過渡區(qū)域(圖2b中A2處),裂紋由前端面A2處向兩側(cè)面延伸擴(kuò)散(見圖3a中A3處),臺階有R0.5 mm過渡圓角,斷口無明顯陳舊性斷裂痕跡。為深入分析斷口特征及金相組織變化,通過電火花線切割方式在斷裂源區(qū)域A4處(見圖3a)取樣,經(jīng)超聲清洗、烘干后使用金相顯微鏡觀察。 使用ZWICK 洛氏硬度計(jì)檢測失效模具型芯硬度,硬度值(HRC)為52.9,符合設(shè)計(jì)要求。使用OXFORD Foundry-Master Pro 光譜儀對失效模具型芯取樣進(jìn)行化學(xué)成分檢測,結(jié)果見表1,對比一勝百公司生產(chǎn)的熱作模具鋼ASSAB 8407 Supreme出廠材料化學(xué)成分,檢測結(jié)果符合出廠要求。
圖2 型芯斷裂位置及形貌示意圖(A1.裂紋位置;A2.主斷裂紋)
圖3 取樣位置及斷裂形貌示意圖(A3.側(cè)斷裂紋;A4.取樣位置;A5.金相觀察位置;A6.裂紋源;A7.殘留電火花紋) 表1 失效模具型芯化學(xué)成分(%)
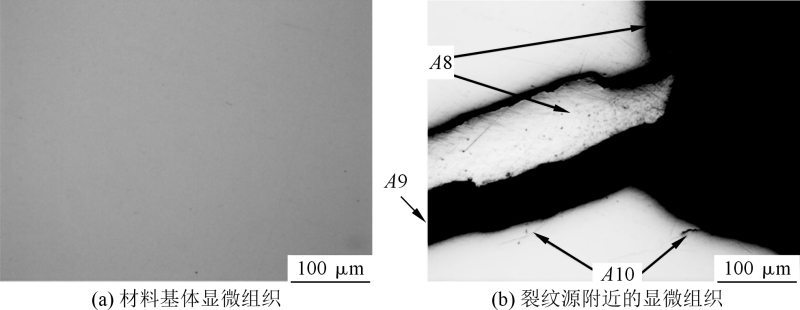
通過Leica DMI3000M金相顯微鏡觀察,主裂紋在近似直角臺階過渡區(qū)域的圓角上,過渡圓角為R0.5 mm,主裂紋附近有多處微裂紋,殘留電火花加工紋、明顯的放電變質(zhì)層及附屬微裂紋(見圖4和圖5)。工件熱處理組織正常,未發(fā)現(xiàn)有顯微縮松等缺陷,材料的夾雜物及偏析水平等級在合格范圍之內(nèi)。 結(jié)合觀察分析,模具發(fā)生斷裂的原因包括:①角位的應(yīng)力集中,過渡圓角(R0.5 mm)太小;②型芯硬度偏高導(dǎo)致韌度不足,在高溫熔體高速填充下容易發(fā)生瞬時沖擊斷裂;③角位處因電火花加工產(chǎn)生的放電白層和變質(zhì)層導(dǎo)致該區(qū)域韌度差,其形成的細(xì)微裂紋加大了工件疲勞開裂風(fēng)險(xiǎn)。
圖4 材料基體及裂紋源附近的拋光形貌(A8凝固Zn合金A9主裂紋A10微裂紋)
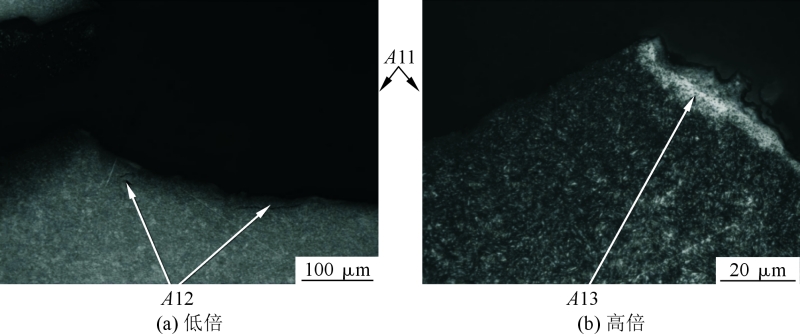
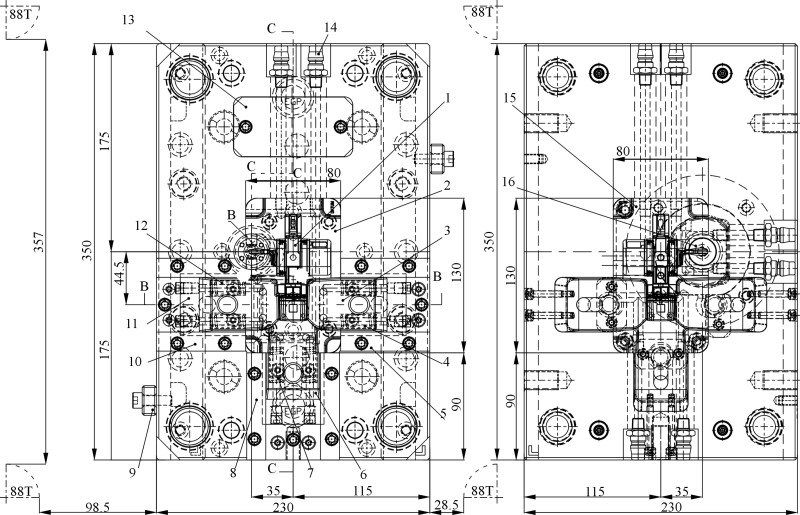
圖5 裂紋源附近的金相組織(A11主裂紋 A12微裂紋 A13放電變質(zhì)白層) 圖6為失效模具,設(shè)計(jì)為一模一腔,主視圖的4角標(biāo)注了力勁880 kN熱室壓鑄機(jī)的導(dǎo)柱位置。從結(jié)構(gòu)圖7分析,受模具結(jié)構(gòu)、澆口位置和壓鑄機(jī)規(guī)格參數(shù)影響,鑄件在模胚上被放置在偏離模具中心的長度方向一端,另一端成形鑄件的區(qū)域較少;同時進(jìn)料澆口套也在模具寬度方向偏離模具中心35 mm。大幅度偏心放置設(shè)計(jì)導(dǎo)致模胚的利用率和壓鑄機(jī)的工作效率均只有50%左右,造成模具內(nèi)部整體充型阻力及頂出系統(tǒng)受力均不平衡、加大了模具薄弱部位的變形及疲勞風(fēng)險(xiǎn)、加快了模具導(dǎo)向定位系統(tǒng)磨損進(jìn)而縮短模具使用壽命。
圖6 失效模具結(jié)構(gòu)圖(一模一腔)
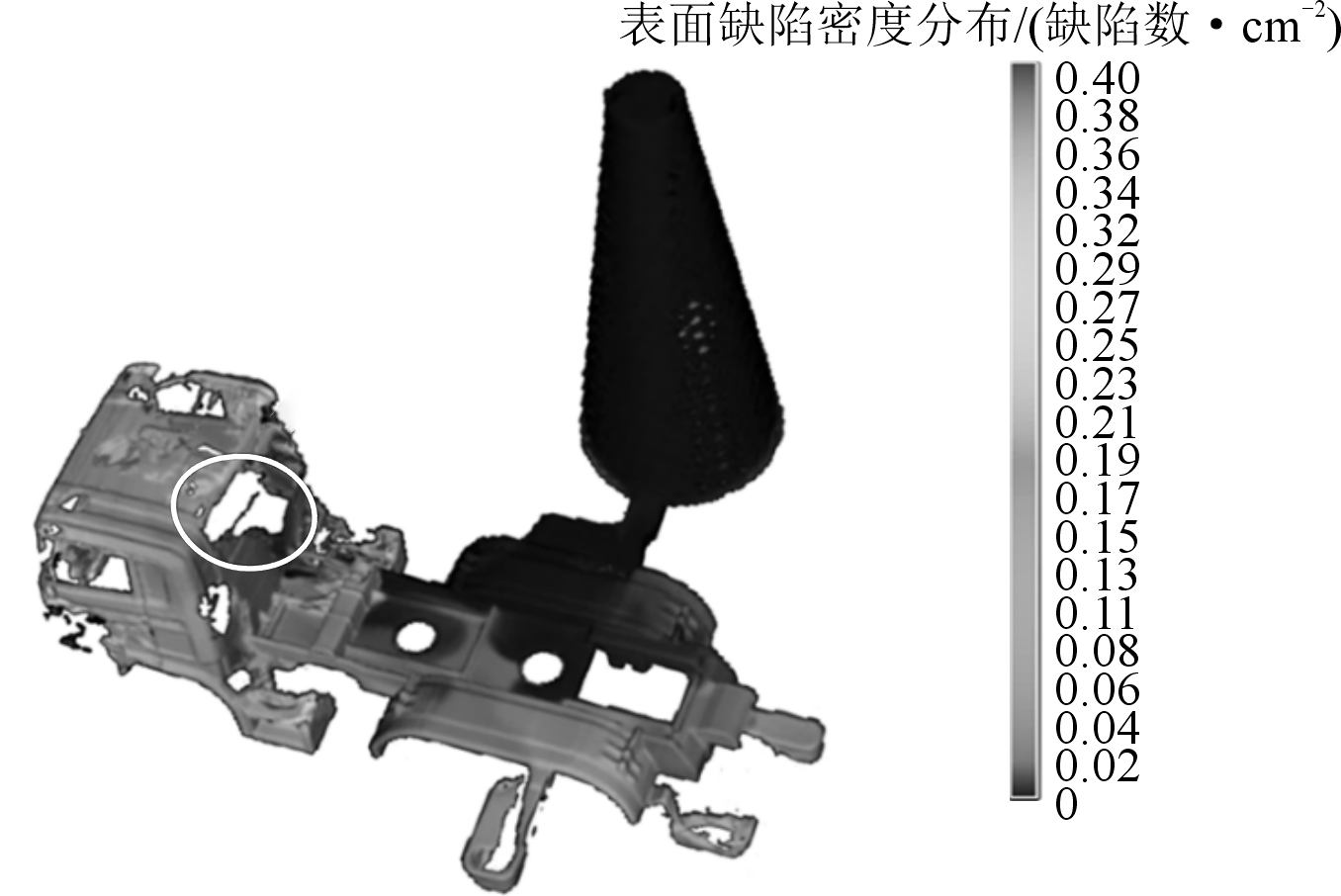
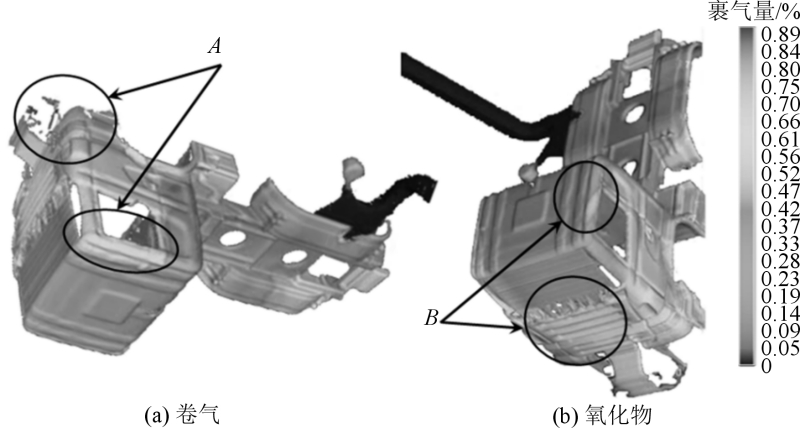
圖7 填充節(jié)點(diǎn)表面缺陷分析 失效模具在壓鑄過程中和舊模具一樣存在氣泡及披鋒缺陷,考慮熔體填充過程可能不穩(wěn)定及成形零件存在分型不合理的情況,對分型缺陷進(jìn)行分析改進(jìn)。通過FLOW-3D軟件對鑄件填充過程和卷氣夾渣等缺陷進(jìn)行分析,模擬結(jié)果見圖7~圖9。
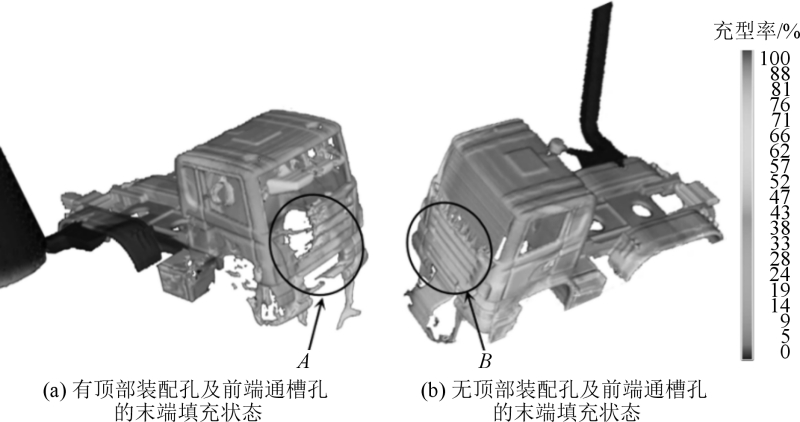
從圖7可以看出,在熔體填充接近飽和狀態(tài)時,空白區(qū)域因填充阻力大出現(xiàn)填充不足及填充漩渦(見圖7圓圈),經(jīng)3D分析及實(shí)物鑄件剖切檢查發(fā)現(xiàn)此處壁厚只有0.3 mm,屬于壁厚不均缺陷,即使填充完全也容易因凝固過程產(chǎn)生內(nèi)應(yīng)力而導(dǎo)致鑄件表面出現(xiàn)熱裂紋。 從圖9可以看出,因鑄件局部孔槽特征發(fā)生變化,熔體填充路徑隨之發(fā)生明顯改變,其中有頂部裝配孔及前端通槽孔時的填充末端存在填充內(nèi)卷(見圖9a),易出現(xiàn)氣體和氧化物聚集缺陷。從鎖模力校核和CAE模擬分析結(jié)果,認(rèn)為鑄件可以實(shí)現(xiàn)一模二腔,從而提高機(jī)器利用率和壓鑄效率。
圖8 填充過程卷氣及氧化物分析(A,B分別為卷氣及氧化物聚集區(qū),時間為0.020 53 s)
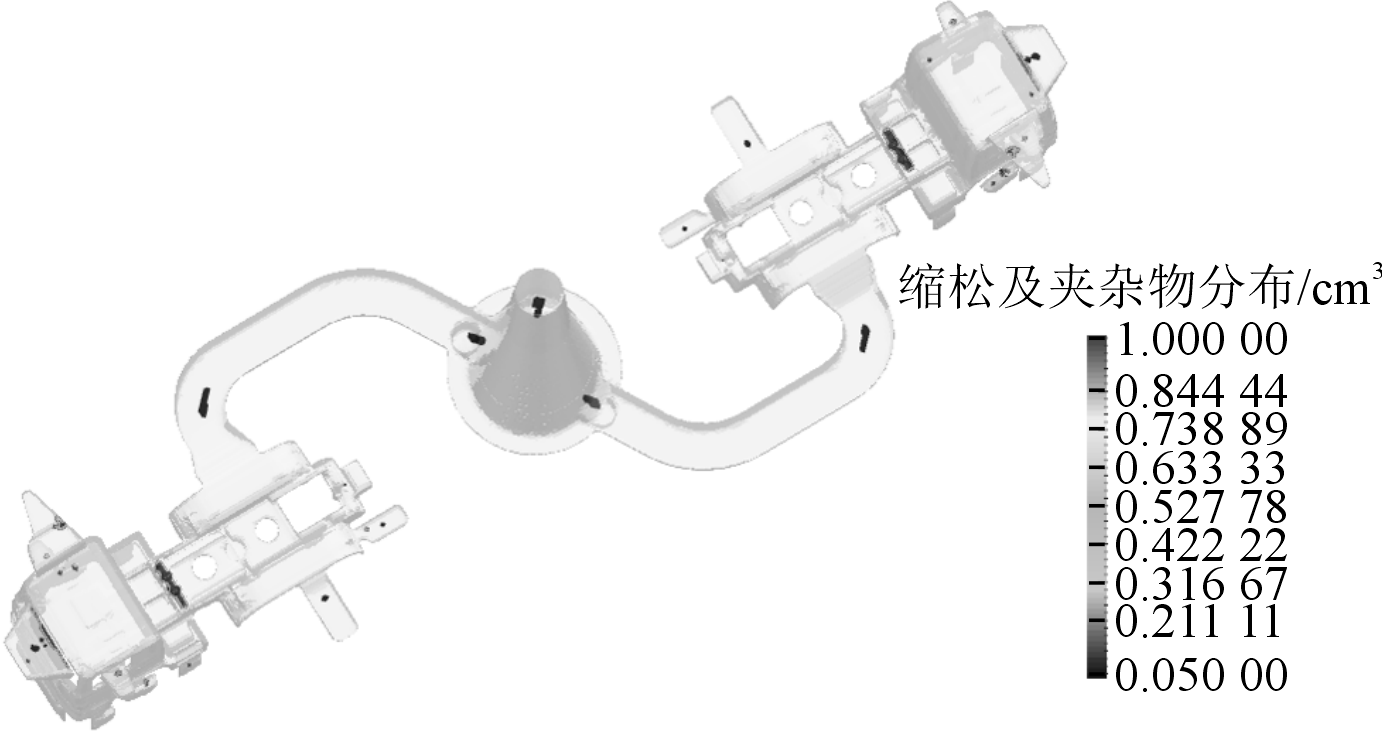
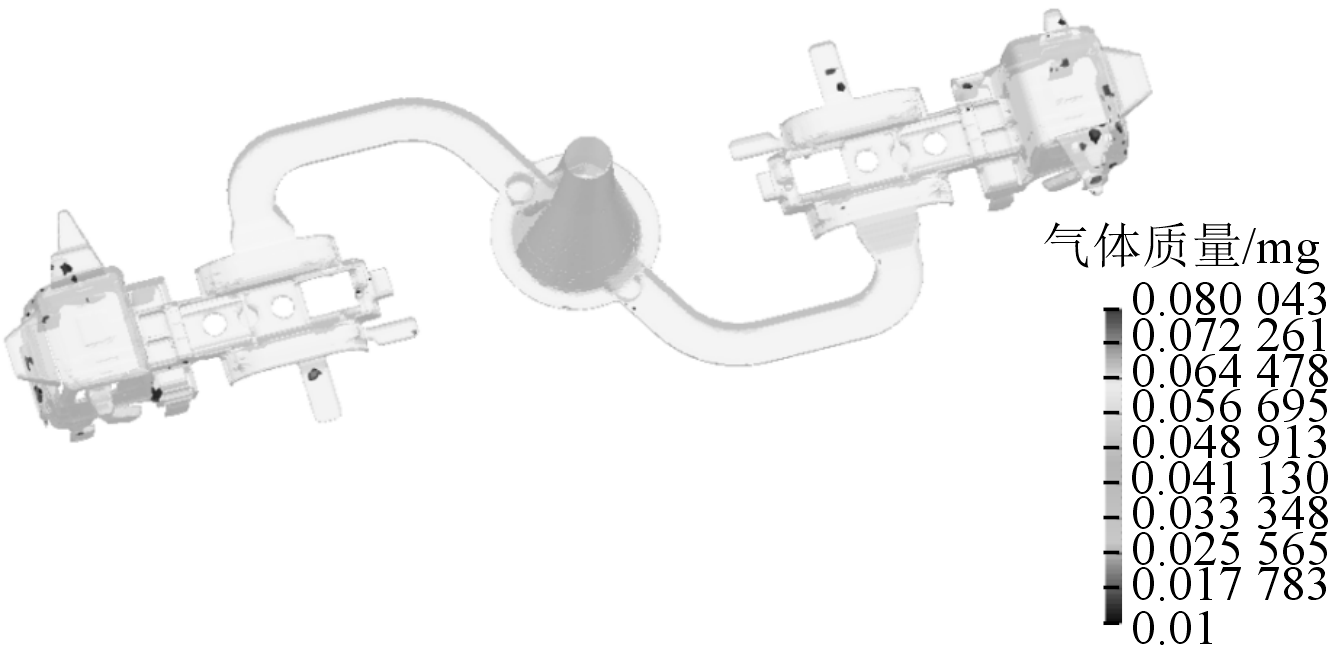
圖9 末端填充路徑分析(時間為0.021 53 s) 針對壁厚設(shè)計(jì)缺陷,從圖1截面A-A可以看到此漸變凹陷區(qū)域在鑄件上起外觀裝飾作用,因此為消除因壁厚設(shè)計(jì)不合理造成的填充缺陷,在確保外觀效果前提下壁厚加厚至0.7 mm;同時將澆口套的澆口尺寸由?8 mm增至?10 mm,內(nèi)澆口厚度由0.5 mm增至0.6 mm,內(nèi)澆口兩側(cè)起模斜度由25°增至40°,以改善熔體流動性;在鑄件頂部兩側(cè)增加排溢排氣渣包并優(yōu)化渣包為階梯排溢系統(tǒng),即將渣包設(shè)計(jì)成階梯形,厚度分別設(shè)置為5、1、0.3 mm。圖10為5%范圍內(nèi)的縮松和夾雜分布。通過對改善后的一模兩腔方案模擬分析發(fā)現(xiàn),鑄件中僅有微量縮松和氧化物集中在渣包中,少部分處于鑄件壁厚轉(zhuǎn)角及加強(qiáng)筋相交區(qū)域,對鑄件外觀質(zhì)量和氣泡率不會產(chǎn)生實(shí)質(zhì)影響。圖11為0.01 mg氣體含量分布模擬。可以看出,僅在渣包中發(fā)現(xiàn)有小于0.01 mg的微量氣體殘留,幾乎可以忽略不計(jì),整體成形方案優(yōu)于一模一腔失效模具方案。
圖10 5%范圍內(nèi)的縮松和夾雜分布
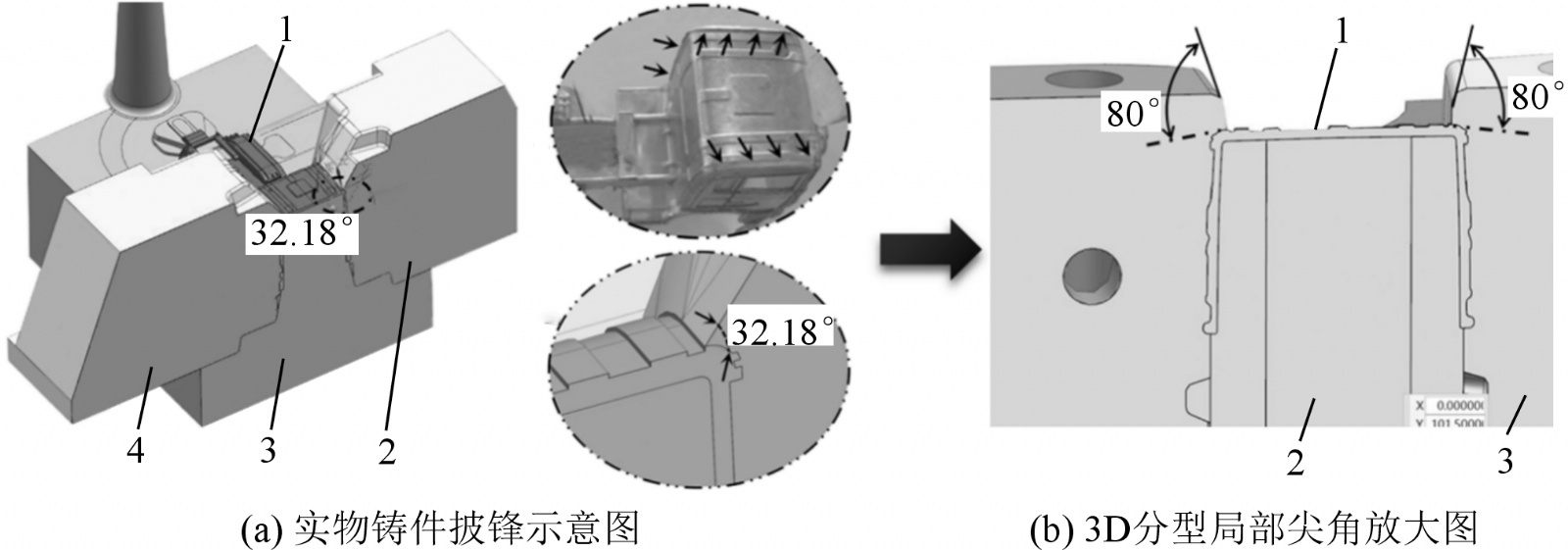
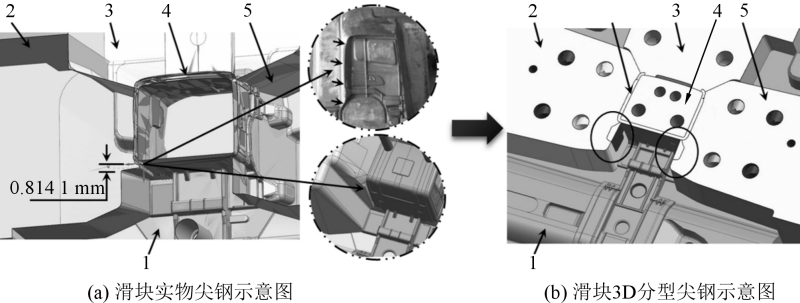
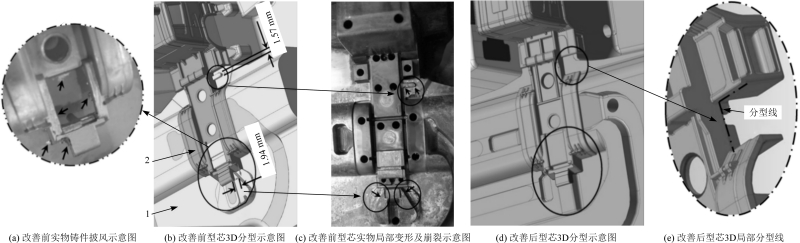
圖11 0.01 mg氣體質(zhì)量分布 型芯斷裂失效是本套模具的主要失效形式。此外,鑄件在模具上分型設(shè)計(jì)的合理性對鑄件表面質(zhì)量、模具強(qiáng)度、模具維護(hù)維修及模具壽命有直接影響。為從設(shè)計(jì)階段消除分型設(shè)計(jì)引起的斷裂失效風(fēng)險(xiǎn),檢查失效模具成形的鑄件和模具3D設(shè)計(jì)圖后發(fā)現(xiàn)典型分型缺陷并給出了相應(yīng)優(yōu)化方法。分型改善示意圖見圖12~圖14。鑄件頂部兩側(cè)轉(zhuǎn)角由滑塊1、滑塊3與型腔結(jié)合部位成形的區(qū)域在兩滑塊上存在32.18°尖角,容易因合模時的壓力接觸導(dǎo)致滑塊局部變形或崩裂從而造成鑄件出現(xiàn)披鋒或多料。改善后分型將尖角區(qū)域加大至80°以減小局部接觸應(yīng)力、避免滑塊局部變形及崩裂。
圖12 分型改善示意圖1
圖13 分型改善示意圖2
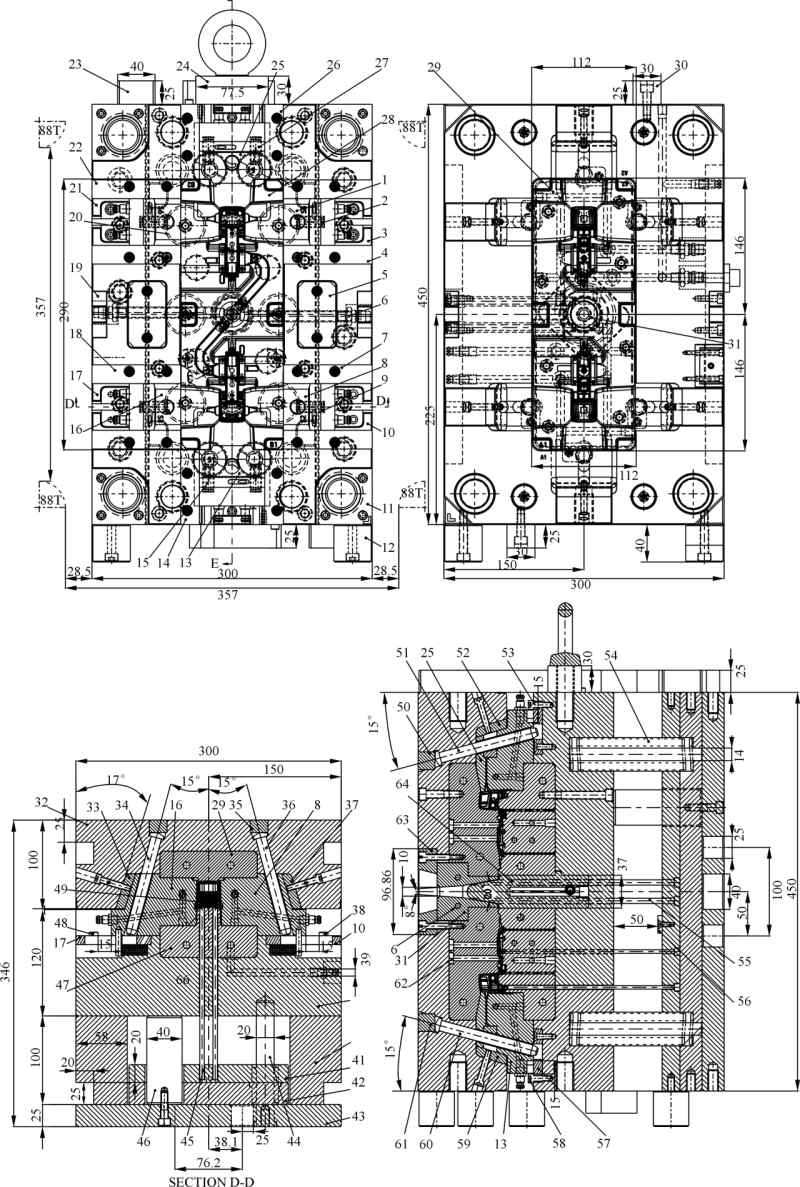
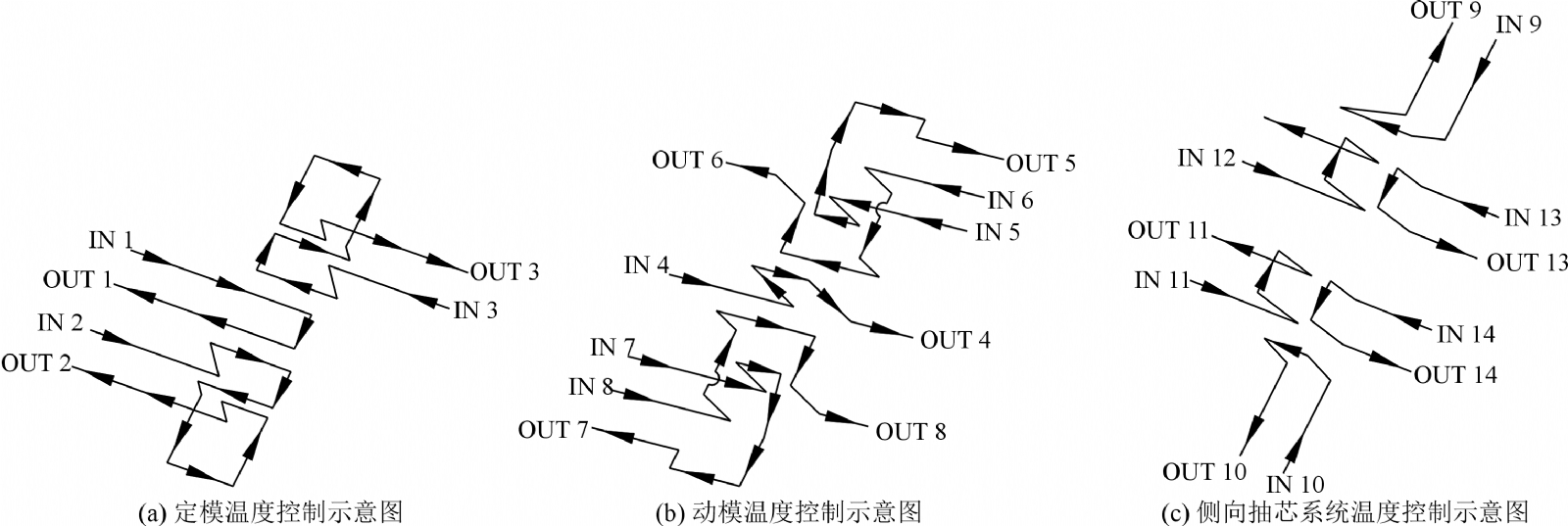
圖14 分型改善示意圖3 失效模具一模一腔穴偏心方案會造成模具內(nèi)部整體填充抗力及頂出系統(tǒng)受力不平衡,加速模具薄弱部位的變形和疲勞風(fēng)險(xiǎn),最終降低模具壽命。綜合對一模一腔和一模二腔成形參數(shù)校核和CAE模擬分析結(jié)果,發(fā)現(xiàn)一模二腔方案的鋅合金熔體填充效果、含氣量分布及氧化物夾雜等成形效果優(yōu)于一模一腔,且一模二腔可以將模胚和壓鑄機(jī)的空間利用率、生產(chǎn)效率顯著提高,故采用一模二腔方案對鑄件排位和模具結(jié)構(gòu)加以改進(jìn),見圖15。 失效模具一模一腔方案溫度控制系統(tǒng)分別由型腔、型芯和滑塊的單組冷卻水路串聯(lián)組成,冷卻介質(zhì)為室溫水,因串聯(lián)方式導(dǎo)致局部溫度調(diào)節(jié)幅度受限、冷卻效果差。 采用一模二腔方案后,因熔體、凝固冷卻時間變長會相應(yīng)延長模具成形周期。為提高鑄件表面成形質(zhì)量、盡可能縮短成形周期,一模兩腔方案對定模、動模和側(cè)向抽芯系統(tǒng)分別設(shè)計(jì)了3組獨(dú)立控制的冷卻系統(tǒng)(見圖16),其中定模部分除澆口套冷卻介質(zhì)為室溫水冷外(見圖16a,IN1/OUT1),其他兩組溫度控制回路(IN2/OUT2,IN3/OUT3)設(shè)計(jì)介質(zhì)為耐高溫阻燃導(dǎo)熱油,由獨(dú)立模溫機(jī)控制定模溫度始終處于170~180 ℃之間;動模和側(cè)向抽芯系統(tǒng)會因高溫?zé)崤蛎浟匡@著升高而造成運(yùn)動部件卡頓,所以繼續(xù)由成型機(jī)室溫水自然循環(huán)冷卻。
圖15 改善后的模具結(jié)構(gòu)圖(一模二腔)
圖16 改善后的模具溫度控制示意圖 結(jié)論 (1)失效模具成形零件硬度偏高、脆性大,角位過渡圓角無法有效減小因加工和高溫熔體沖擊造成的應(yīng)力集中;電火花加工殘留變質(zhì)白層上所附著的微裂紋形成斷裂源,在內(nèi)、外應(yīng)力作用下引起斷裂;鑄件在模具長寬方向大尺寸偏心放置設(shè)計(jì)降低了模胚和機(jī)器利用率,加速了模具導(dǎo)向定位和頂出系統(tǒng)磨損,間接誘發(fā)模具早期失效;鑄件局部壁厚突變加大了熔體填充阻力和卷氣夾雜風(fēng)險(xiǎn)。 (2)鑄件局部孔槽特征發(fā)生變化,熔體填充路徑和填充結(jié)果隨之發(fā)生明顯改變;對于主體形狀相同而局部孔槽特征不同且差異較大的兩種或多種設(shè)計(jì),盡量避免通過在同一套模具上設(shè)計(jì)互換鑲件或互換抽芯滑塊的方式來實(shí)現(xiàn)方案之間的切換,以平衡不同方案之間的熔體填充效果,確保穩(wěn)定的鑄件外觀質(zhì)量。 (3)分型設(shè)計(jì)不合理導(dǎo)致成形零件局部變形和崩裂,引起鑄件披鋒和多料而需增加二次返工工序,影響生產(chǎn)成本和效率;優(yōu)化模具加工和壓鑄工藝可顯著延長模具壽命和提高鑄件質(zhì)量穩(wěn)定性。 《鋅合金薄壁件壓鑄模具失效分析及設(shè)計(jì)優(yōu)化》
戴宗豫1 馬蒙2 朱永軍1 本文轉(zhuǎn)載自:《特種鑄造及有色合金》 |
.jpg)


