 摘要:針對國產(chǎn)新一代高性能變速箱殼體,通過模流分析,有效預(yù)測產(chǎn)品制造風(fēng)險(xiǎn),優(yōu)化澆注系統(tǒng)工藝設(shè)計(jì)。通過機(jī)器人自動(dòng)取件,有效降低工人的勞動(dòng)強(qiáng)度,提高生產(chǎn)效率。通過壓鑄缺陷分析和改善,保證了產(chǎn)品的品質(zhì),使產(chǎn)品得到量產(chǎn)。 變速箱是汽車傳動(dòng)系統(tǒng)的重要零部件。但是,變速箱結(jié)構(gòu)復(fù)雜,壁厚變化大,品質(zhì)、加工尺寸精度和氣密性要求高,導(dǎo)致產(chǎn)品制造困難,廢品率高,需要對壓鑄工藝進(jìn)行研究和改進(jìn)。 某款變速箱殼體,材質(zhì)為AlSi9Cu3(Fe),輪廓尺寸為560 mm×440 mm×400 mm,一般壁厚是3.5 mm,產(chǎn)品質(zhì)量是15.18 kg。該產(chǎn)品年產(chǎn)量5萬件,內(nèi)部要求符合ASTM E 505標(biāo)準(zhǔn),鋁合金氣(縮)孔等級為1,密封位置加工后氣孔直徑小于0.4 mm,間隔大于8 mm,數(shù)量小于3個(gè);毛坯表面不允許有鑄點(diǎn)、冷隔、裂紋、飛邊、毛刺等缺陷;氣密性要求內(nèi)腔在70 kPa的空氣壓力下,泄漏量小于3 mL/min。 通過分析對該款變速箱殼體的壓鑄工藝設(shè)計(jì)、壓鑄缺陷的原因分析和工藝改進(jìn),提出類似產(chǎn)品的典型壓鑄缺陷問題解決方法。 一、壓鑄工藝設(shè)計(jì) 1、壓鑄機(jī)型選擇 壓鑄時(shí),為了保證鑄件尺寸精度和內(nèi)部質(zhì)量,防止壓鑄過程飛料,必須鎖緊分型面。因此壓鑄機(jī)型選擇依據(jù)壓鑄機(jī)鎖模力大小的計(jì)算。 鑄造總投影面積: A鑄造投影面積=A產(chǎn)品+A澆道+A溢流槽=2829cm2;A抽芯投影面積=A抽芯×tan15°=121 cm2;F鎖≥安全系數(shù)×壓射比壓× (A鑄造投影面積+A抽芯投影面積) =3 0680 kN
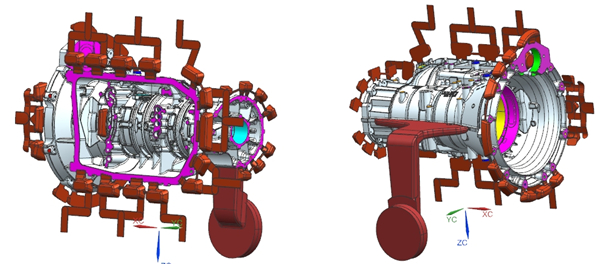
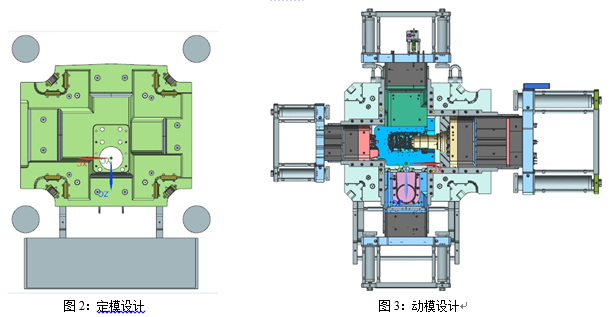
根據(jù)鎖模力計(jì)算結(jié)果和公司壓鑄機(jī)臺資源,選擇IDRA的37 000 kN壓鑄機(jī)。 K=G/(ρπR2L) =46.7% 式中,G為澆注質(zhì)量,g;K為壓室充滿度;R為壓射沖頭半徑,cm;ρ為鋁合金密度,g/cm3;L為空壓射有效長度,cm。 壓室充滿度計(jì)算結(jié)果46.7%,符合標(biāo)準(zhǔn)30%~75%范圍要求,壓鑄機(jī)選型可行。 2、壓鑄模具設(shè)計(jì) 內(nèi)澆口設(shè)計(jì)應(yīng)該使鋁液的充型過程距離盡可能短,以減少鋁液溫度的降低;澆口位置應(yīng)該使鋁液到達(dá)型腔各處位置距離相等,實(shí)現(xiàn)遠(yuǎn)離部位同時(shí)充填和凝固;應(yīng)該設(shè)置在壓鑄件厚壁處,以實(shí)現(xiàn)順序填充、壓力補(bǔ)縮。根據(jù)該產(chǎn)品的結(jié)構(gòu)特點(diǎn)、高內(nèi)部質(zhì)量要求和金屬液填充流向的需要,澆注系統(tǒng)采用扇形設(shè)計(jì),澆口厚度為5 mm,位于產(chǎn)品壁厚5 mm分型線位置,設(shè)置在下滑塊上。澆注系統(tǒng)設(shè)計(jì)見圖1,模具設(shè)計(jì)見圖2和圖3。
圖1:澆注系統(tǒng)設(shè)計(jì)
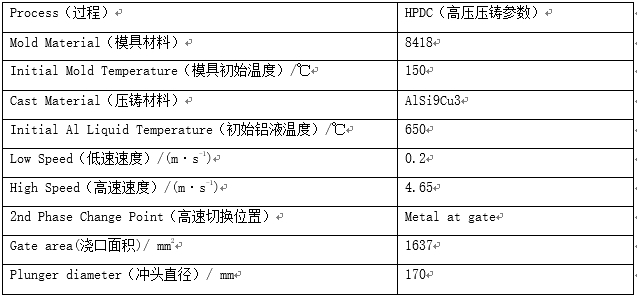
3、模流分析 為了提高模具方案設(shè)計(jì)的合理性,按照符合實(shí)際的壓鑄工藝參數(shù)及邊界條件進(jìn)行各個(gè)階段的參數(shù)定義,通過Magma軟件進(jìn)行模流分析。模流分析工藝參數(shù)見表1。
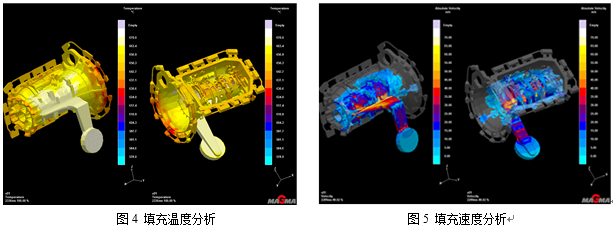
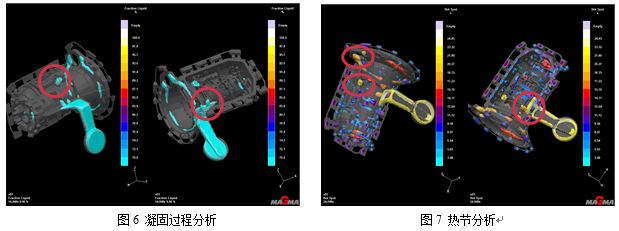
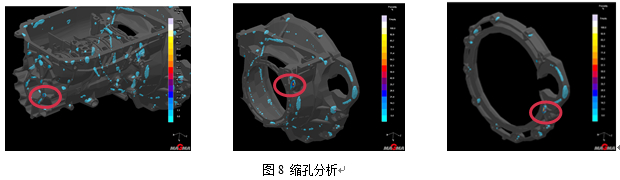
表1:模流分析工藝參數(shù)表 圖4為填充溫度分析。可以看出,型腔100%填充后,鑄件整體的溫度在620~640℃,均高過液相線溫度578℃,鑄件因鋁液溫度下降出現(xiàn)冷隔的風(fēng)險(xiǎn)較小。圖5為填充速度分析。,可以看出,鑄件在內(nèi)澆口的速度值約為55 m/s,符合設(shè)計(jì)要求。圖6為凝固過程分析。凝固過程中的溫度場變化,顯示了從料餅到關(guān)鍵部位的補(bǔ)縮路徑,孤島區(qū)域在25%以上,容易有縮孔。表明孤島區(qū)域有縮孔風(fēng)險(xiǎn)。圖7為熱節(jié)分析。可以看出鑄件內(nèi)部存在局部厚大區(qū)域,容易形成熱節(jié)。圖8為縮孔分析。可以看出熱節(jié)處容易產(chǎn)生縮孔,可以應(yīng)用點(diǎn)冷工藝加強(qiáng)冷卻或擠壓工藝增加鋁液的補(bǔ)縮。通過工藝分析,選擇高壓冷卻水冷卻工藝。
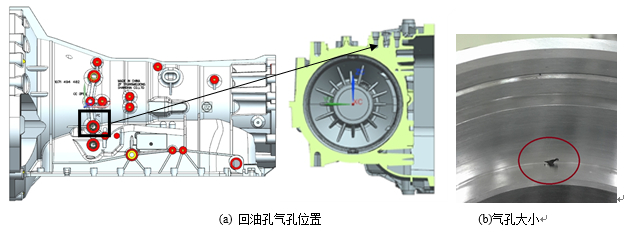
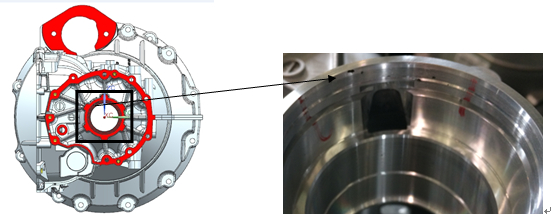
4、壓鑄工藝參數(shù) 壓鑄工藝參數(shù)選擇是:低速壓射速度為0.2±0.1 m/s;高速壓射速度為5.5±0.5 m/s;高速距離為550±10 mm;增壓距離為650±10 mm;澆注溫度為660±10℃ 5、機(jī)器人自動(dòng)取件 因?yàn)楫a(chǎn)品凈重為15.18 kg,澆注系統(tǒng)質(zhì)量為9.32 kg,采用機(jī)器人取件。取件手由3部分組成,分別是左側(cè)的三爪卡盤定位機(jī)構(gòu)、右側(cè)的氣缸連桿夾緊機(jī)構(gòu)和下方料柄抓緊機(jī)構(gòu)組成。首先,左側(cè)的三爪卡盤伸進(jìn)制品左側(cè)的圓孔內(nèi),并撐開漲緊,固定產(chǎn)品位置。 其次,右側(cè)連桿夾緊機(jī)構(gòu)通過外面的兩個(gè)支撐柱頂住產(chǎn)品,2個(gè)仿形夾爪通過2組氣缸進(jìn)行夾緊。2個(gè)仿形夾爪的夾緊位置選擇在工件的2個(gè)加強(qiáng)筋位置,防止了工件變形的可能。 最后,料柄抓緊機(jī)構(gòu)通過下方平行氣缸夾緊料柄,平行氣缸上方裝有帶導(dǎo)軌的軟浮動(dòng)機(jī)構(gòu),可以保證在夾緊料柄的同時(shí)自動(dòng)對準(zhǔn)料柄的中心。 二、壓鑄缺陷分析及改進(jìn): 產(chǎn)品油冷器回油孔直徑為14 mm,深度為6 mm,采用密封圈進(jìn)行密封,要求孔內(nèi)腔表面氣孔直徑小于0.4 mm,間隔大于8 mm,數(shù)量小于3個(gè)。實(shí)際試制發(fā)現(xiàn),縮孔尺寸為2 mm×1.5 mm×2 mm,嚴(yán)重超標(biāo),比例達(dá)到90%,會導(dǎo)致產(chǎn)品泄漏。縮孔缺陷位置及大小見圖9。
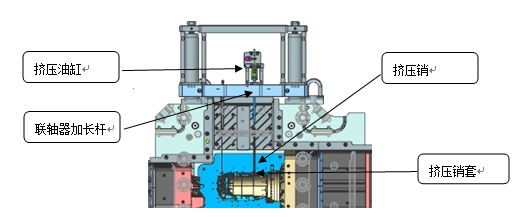
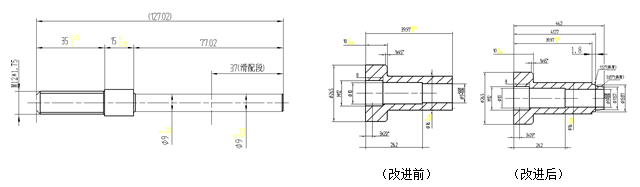
圖9:回油孔氣孔位置及大小 縮孔產(chǎn)生的原因是,油冷器回油孔位置局部厚大,達(dá)到20 mm,屬于熱節(jié),由于孔表面起密封作用,質(zhì)量要求非常高,即使壓鑄出毛坯孔也不能有效保證。 針對產(chǎn)品油冷器回油孔位置局部厚大產(chǎn)生縮孔問題,通過在模具上滑塊對應(yīng)位置增加擠壓銷進(jìn)行解決。擠壓有2種方案,一種是面擠壓,效果較好,可以有效解決內(nèi)部有較大的縮孔問題,但擠壓銷套需要打磨或加工去除,孔加工余量大,制造成本高;另一種是孔擠壓,效果一般,只可以解決孔表面較小的縮孔問題,但沒有銷套殘留,孔加工余量小,制造成本低。由于該產(chǎn)品回油孔縮孔缺陷較小,通過綜合考慮,選擇孔擠壓。上滑塊擠壓方案見圖10。擠壓銷和擠壓銷套結(jié)構(gòu)見圖11和圖12。
圖10:擠壓方案
在實(shí)際應(yīng)用過程中擠壓銷工藝壓效果不好,加工完成仍然有縮孔產(chǎn)生。主要原因是孔加工完成后是臺階孔,導(dǎo)致孔的加工余量較大,擠壓量不足以消除縮孔。通過改進(jìn)擠壓針套,按照臺階孔尺寸進(jìn)行仿形擠壓,使孔的單邊加工余量保證在0.5 mm,有效解決縮孔問題,合格率達(dá)到100%。擠壓銷套改進(jìn)見圖12。 產(chǎn)品小端軸承孔,直徑為73 mm,深度為30 mm,安裝一個(gè)剛性軸承和一個(gè)塑性軸承,要求孔內(nèi)腔表面氣孔直徑小于0.7 mm,間隔大于15 mm,數(shù)量少于3個(gè)。實(shí)際試制發(fā)現(xiàn),縮孔直徑為3 mm,超出產(chǎn)品質(zhì)量標(biāo)準(zhǔn),發(fā)生比例達(dá)到45%,影響產(chǎn)品的裝配性。縮孔缺陷位置及大小見圖13。
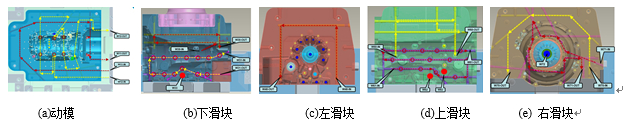
圖13:軸承孔縮孔位置及大小 原因是缺陷位置屬于最后充填位置,模具溫度較低,容易產(chǎn)生縮孔。針對產(chǎn)品小端軸承孔縮孔,重點(diǎn)是控制模具溫度,措施如下。 (1)通過使用模溫機(jī)來進(jìn)行模具溫度平衡控制。動(dòng)模設(shè)計(jì)W11、W12 兩組;下滑塊設(shè)計(jì)W30、W31 兩組;左滑塊設(shè)計(jì)W40 一組;上滑塊設(shè)計(jì)W60、W61 兩組;右滑塊設(shè)計(jì)W70、W71 兩組,模溫機(jī)設(shè)定模具溫度為220±10 ℃,回油溫度為170±10 ℃。實(shí)際使用時(shí),需要模具上模完成后,打開模溫機(jī)進(jìn)行預(yù)熱,全部直冷、點(diǎn)冷暫不開,約1 h模具回油溫度達(dá)到標(biāo)準(zhǔn)后,開始增壓高速熱模。模溫控制設(shè)計(jì)見圖14。
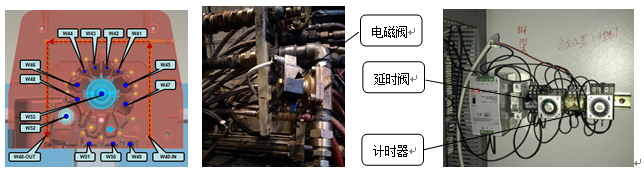
圖14:模溫控制設(shè)計(jì) (2)通過增加電磁閥對模具左滑塊高壓冷卻水冷卻時(shí)間進(jìn)行控制。左滑塊W45-53是普通冷卻水道,W41-W44是高壓冷卻水道。電磁閥收到壓鑄機(jī)射頭移動(dòng)信號后,通過延時(shí)閥、計(jì)時(shí)器進(jìn)行高壓冷卻水工作時(shí)間控制,避免高壓冷卻水長期工作,降低模具局部溫度。由于收到電磁閥信號立即開始冷卻,延時(shí)閥設(shè)定0 s;由于留模時(shí)間設(shè)定20 s,計(jì)時(shí)器設(shè)定15s。冷卻時(shí)間控制見圖15。 綜上所述,通過模溫機(jī)、高壓冷卻水冷卻時(shí)間控制措施,有效地保證了產(chǎn)品壓鑄過程中,模具溫度穩(wěn)定在220 ℃左右,解決了縮孔問題,缺陷比例降低到0.2%以下。
圖15:冷卻時(shí)間控制 三、結(jié)論 (1)通過模流分析,可以有效地評估產(chǎn)品壓鑄工藝設(shè)計(jì)的可行性及可能發(fā)生缺陷的位置,優(yōu)化工藝設(shè)計(jì),避免模具報(bào)廢或重大維修。 (2)通過靈活應(yīng)用擠壓工藝,可以在滿足產(chǎn)品質(zhì)量要求的前提下,降低產(chǎn)品的制造成本,實(shí)現(xiàn)精益生產(chǎn)。 (3)通過設(shè)計(jì)輔助工裝,控制高壓冷卻起點(diǎn)和持續(xù)時(shí)間,可以有效地調(diào)整模具溫度,使模具整體溫度平衡,避免壓鑄缺陷產(chǎn)生。
作者:周海軍 陸建成 伍世添 常移遷 |
.jpg)
.jpg)
.jpg)