.jpg) 原標(biāo)題:流變擠壓鑄造Al-5Zn-2Mg-1Cu-0.2Sc合金組織與力學(xué)性能研究 摘要:采用流變擠壓鑄造技術(shù)制備了Al-5Zn-2Mg-1Cu-0.2Sc合金,通過拉伸試驗(yàn)、SEM和TEM等方法研究了澆注溫度對(duì)半固態(tài)漿料、流變擠壓鑄造合金組織和力學(xué)性能的影響。結(jié)果表明,隨著澆注溫度的降低,半固態(tài)漿料和流變擠壓鑄造合金初生α-Al相形貌逐漸轉(zhuǎn)變?yōu)榻蛐危诰Ы绺浇龀龅牡诙喾植荚絹碓骄鶆颍骄Я3叽鐪p小,圓整度增加。當(dāng)澆注溫度為700 ℃時(shí),半固態(tài)漿料初生相尺寸最小,約為35 μm,平均形狀因子約為0.49,流變擠壓鑄造后合金平均晶粒尺寸約為43 μm。流變擠壓鑄造合金力學(xué)性能隨著澆注溫度的降低逐漸增加。合金經(jīng)過470 ℃×10 h+500 ℃×2 h雙級(jí)固溶后,大部分第二相溶于基體。120 ℃×24 h時(shí)效處理后,合金的屈服強(qiáng)度達(dá)539 MPa,抗拉強(qiáng)度達(dá)612 MPa,伸長(zhǎng)率達(dá)11%。 Al-Zn-Mg-Cu系(7xxx系)高強(qiáng)鋁合金具有比強(qiáng)度高、塑性和耐腐蝕性好、易于機(jī)械加工等特點(diǎn),廣泛應(yīng)用于航空航天、交通運(yùn)輸、機(jī)電儀表等領(lǐng)域。7xxx系鋁合金是一類典型的變形鋁合金,在實(shí)際生產(chǎn)中通常采用擠壓、軋制和鍛造等塑性變形方法成形。由于合金元素含量高、凝固溫度范圍寬,鑄造過程中易出現(xiàn)熱裂、偏析和組織粗大等缺陷,難以通過傳統(tǒng)液態(tài)成形制備復(fù)雜結(jié)構(gòu)零部件,這嚴(yán)重限制了該類高性能鋁合金的應(yīng)用范圍。隨著我國(guó)新能源汽車的發(fā)展,對(duì)結(jié)構(gòu)件輕量化、高性能、高可靠性的需求越來越迫切,采用7xxx系高強(qiáng)鋁合金“以鋁代鋼”制備底盤與動(dòng)力系統(tǒng)等關(guān)鍵復(fù)雜結(jié)構(gòu)件是實(shí)現(xiàn)汽車輕量化的重要途徑,開發(fā)7xxx系鋁合金“以鑄代鍛”的新型液態(tài)/半固態(tài)成形技術(shù)也越來越受到國(guó)內(nèi)外的關(guān)注。 流變擠壓鑄造技術(shù)具有成形溫度低、凝固收縮小、組織致密度高、鑄造缺陷少等優(yōu)勢(shì),可制備形狀復(fù)雜、內(nèi)部質(zhì)量和尺寸精度要求高的金屬零件,該技術(shù)在7xxx系高強(qiáng)鋁合金上的應(yīng)用有望解決其鑄造成形性差的難題,實(shí)現(xiàn)“以鑄代鍛”的目標(biāo)。近年來,國(guó)內(nèi)外對(duì)于7xxx系鋁合金的流變擠壓鑄造研究主要集中于熔體的細(xì)化與均勻化處理、半固態(tài)漿料的制備方法及工藝參數(shù)、合金強(qiáng)化機(jī)制、流變鑄造工藝與數(shù)值模擬等方面。目前,相關(guān)研究主要通過改變制漿方法、添加復(fù)合細(xì)化劑制備高熔體質(zhì)量漿料,研究成形壓力、保壓時(shí)間等工藝參數(shù)對(duì)7xxx系鋁合金組織的影響,但流變成形7xxx系合金的力學(xué)性能普遍不如鍛造成形和觸變成形。另一方面,在7xxx系鋁合金中復(fù)合添加Mn、Ti、Cr、Sc、Zr等元素,雖然可以提高流變成形合金強(qiáng)度,但其塑性相對(duì)較低,限制了其工業(yè)化應(yīng)用。 本研究從Sc微合金化、流變成形溫度控制和熱處理3方面出發(fā),提高流變擠壓鑄造7xxx系合金的強(qiáng)韌性。采用滾筒機(jī)械攪拌裝置制備Al-5Zn-2Mg-1Cu-0.2Sc合金半固態(tài)漿料,研究澆注溫度對(duì)合金半固態(tài)漿料、流變擠壓鑄造和熱處理組織性能的影響,旨在為7xxx系鋁合金流變成形技術(shù)的開發(fā)與應(yīng)用奠定理論和實(shí)踐基礎(chǔ)。 1、試驗(yàn)材料與方法 將鋁銅、鋁鈧、鋁錳、鋁鉻、鋁鈦硼中間合金,純鋅錠、純鎂錠等加入井式電阻爐進(jìn)行熔煉、精煉制備Al-5Zn-2Mg-1Cu-0.2Sc合金。通過立式四柱型油壓機(jī)(YC27-63 800KN)對(duì)合金進(jìn)行流變擠壓鑄造,模具預(yù)熱溫度為250 ℃,壓力為120 MPa,保壓時(shí)間為30 s,澆注溫度為700~740 ℃。 采用機(jī)械攪拌設(shè)備制備半固態(tài)漿料,包括機(jī)械攪拌系統(tǒng)和超敏溫度測(cè)量系統(tǒng),見圖1。機(jī)械攪拌系統(tǒng)可調(diào)節(jié)筒體轉(zhuǎn)速、預(yù)熱溫度和傾角,超敏測(cè)溫系統(tǒng)可以對(duì)流出桶外的漿料快速測(cè)溫。試驗(yàn)參數(shù)如下:機(jī)械攪拌圓筒預(yù)熱溫度為250 ℃,轉(zhuǎn)速為60 r/min,傾角為30°,制漿澆注溫度為700~760 ℃,漿料通過銅模冷卻。
圖1:機(jī)械旋轉(zhuǎn)滾筒與流變擠壓鑄造示意圖 對(duì)Al-5Zn-2Mg-1Cu-0.2Sc合金進(jìn)行組織與性能分析。采用全譜直讀型電感耦合等離子體發(fā)射光譜儀(ICP-AES)分析化學(xué)成分,結(jié)果見表1。試樣經(jīng)打磨拋光至鏡面后使用keller試劑(5 mLHNO3+3 mL HCl+2 mL HF+190 mL H2O)進(jìn)行腐蝕。采用光學(xué)顯微鏡(ZEISS Axio observer A1)和掃描電鏡(Phenom XL)進(jìn)行組織觀察,采用JEM2100透射電鏡觀察合金的高倍顯微組織并鑒定合金中相的結(jié)構(gòu)。采用Rigaku D/max-2550V型衍射儀進(jìn)行X射線分析,掃描角度范圍為10°~90°,掃描速度為10°/min。室溫拉伸試驗(yàn)在Zwick/Roell Z100電子力學(xué)性能萬能試驗(yàn)機(jī)上進(jìn)行測(cè)試,拉伸速率為1 mm/min。
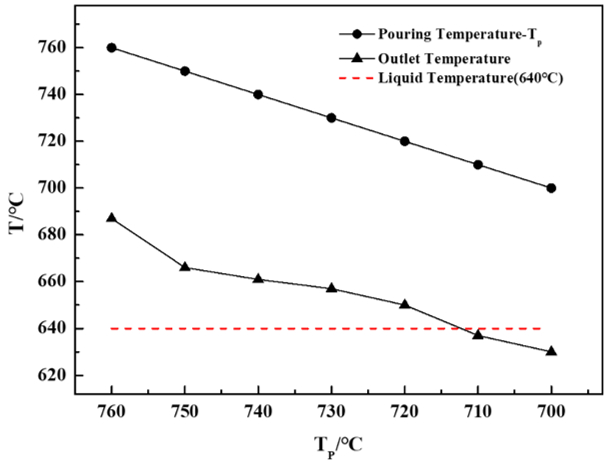
表1:Al-5Zn-2Mg-1Cu-0.2Sc合金的化學(xué)成分(wt.%) 2、試驗(yàn)結(jié)果與分析 2.1 入口溫度與出口溫度的關(guān)系 圖2為合金漿料澆注溫度(漿料入口溫度)和漿料出口溫度的關(guān)系。可以看出,當(dāng)澆注溫度從760 ℃降至750 ℃時(shí),漿料出口溫度降幅較大。隨著澆注溫度繼續(xù)降低至720 ℃,漿料出口溫度基本上呈線性下降的趨勢(shì),但仍高于液相線。當(dāng)澆注溫度降至710 ℃時(shí),漿料出口溫度開始低于液相線。當(dāng)澆注溫度進(jìn)一步降低至690℃時(shí),漿料會(huì)在滾筒中直接凝固,見圖3。基于此,本研究中澆注溫度范圍為700~760 ℃。
圖2:Al-5Zn-2Mg-1Cu-0.2Sc合金漿料的澆注溫度和出口溫度關(guān)系圖
圖3:澆注溫度為690℃時(shí),漿料在滾筒筒壁上形成的凝固殼 2.2 澆注溫度對(duì)漿料組織的影響 圖4和圖5分別為不同澆注溫度下漿料的金相組織和XRD圖譜。可以看出,合金主要由初生α-Al、 MgZn2、AlCuMg、Al2Cu和Al3Sc等第二相組成。隨著澆注溫度的降低,漿料中的初生α-Al枝晶逐漸減少,近等軸狀初生相逐漸增加,晶粒尺寸減小,平均圓整度增加,見圖6。 當(dāng)澆注溫度為740 ℃時(shí),初生α-Al晶粒平均尺寸為67.4 μm,平均圓整度為0.16,晶粒主要呈現(xiàn)出兩種不同的形態(tài):尺寸較大的薔薇狀和樹枝晶和尺寸較小的近等軸晶,其圓整度較低,見圖4a。當(dāng)澆注溫度降低到720 ℃時(shí),開始出現(xiàn)尺寸較小的近球形晶粒。隨著溫度進(jìn)一步降低到700 ℃,薔薇狀晶粒基本消失,且α-Al平均晶粒尺寸降低到35.1 μm,圓整度提升至0.49,此時(shí)半固態(tài)漿料質(zhì)量最佳。
圖4:不同澆注溫度下Al-5Zn-2Mg-1Cu-0.2Sc合金漿料的金相組織(a)740℃ (b)720℃ (c)710℃ (d)700℃
圖5:Al-5Zn-2Mg-1Cu-0.2Sc合金的XRD圖
圖6:澆注溫度對(duì)Al-5Zn-2Mg-1Cu-0.2Sc合金漿料初生α-Al的影響 2.3 流變擠壓鑄造合金 2.3.1 微觀組織 圖7和圖8分別為不同澆注溫度下流變擠壓鑄造Al-5Zn-2Mg-1Cu-0.2Sc合金的金相與SEM照片。可以看出,鑄態(tài)組織主要由初生α-Al相與第二相組成,初生α-Al晶粒呈近球形或樹枝狀。隨著澆注溫度的降低,漿料中的初生α-Al枝晶逐漸減少,近球形初生α-Al相逐漸增加,晶粒尺寸減小,平均圓整度增加。另一方面,受澆注溫度的影響,第二相在晶界附近呈團(tuán)聚狀分布。隨著澆注溫度降低至700 ℃,第二相的分布越來越均勻,尺寸逐漸減小。 當(dāng)澆注溫度為740 ℃和760 ℃時(shí),α-Al相以枝晶狀為主,粗大的第二相在晶界附近呈團(tuán)聚狀析出,分布不均勻,對(duì)合金的性能不利。當(dāng)澆注溫度降低至720 ℃和710 ℃時(shí),枝晶狀晶粒數(shù)量減少,近等軸狀晶粒增加,第二相仍存在少量偏聚。當(dāng)澆注溫度為700 ℃時(shí),α-Al晶粒大部分為近球狀,晶粒尺寸相差不大,第二相分布均勻,平均晶粒尺寸約為43 μm。
圖7:不同澆注溫度下流變擠壓鑄造合金的金相組織(a)760℃ (b)740℃ (c)720℃ (d)710℃ (e)700℃
圖8:不同澆注溫度下流變擠壓鑄造合金的SEM組織(a)760℃ (b)740℃ (c)720℃ (d)710℃ (e)700℃ 2.3.2 力學(xué)性能 不同澆注溫度下流變擠壓鑄造合金的力學(xué)性能隨著澆注溫度的變化見圖9。可以看出,隨澆注溫度降低,合金力學(xué)性能提高。當(dāng)澆注溫度為700 ℃時(shí),鑄態(tài)合金力學(xué)性能最佳,其屈服強(qiáng)度、抗拉強(qiáng)度和伸長(zhǎng)率分別為277 MPa、357 MPa和4.5%。
圖9:澆注溫度對(duì)流變擠壓鑄造Al-5Zn-2Mg-1Cu-0.2Sc合金的力學(xué)性能的影響 隨著澆注溫度的降低,半固態(tài)漿料和擠壓合金鑄態(tài)組織在700 ℃時(shí)晶粒尺寸最小,圓整度最大,力學(xué)性能最佳。這主要是因?yàn)椋垠w進(jìn)入滾筒后,不斷的接觸滾筒內(nèi)壁,增加了形核冷卻的有效面積和形核襯底面積,形核核心數(shù)目增加,在滾筒攪拌作用下,內(nèi)壁生成的形核核心轉(zhuǎn)移到熔體內(nèi)部,起到細(xì)化晶粒的作用。當(dāng)澆注溫度在760 ℃時(shí),熔體內(nèi)部溫度過高,部分初生晶核重新熔化,降低了熔體內(nèi)部自由晶的數(shù)量。隨著澆注溫度的降低,漿料出口溫度低于合金液相線溫度,熔體中保存了大量初生晶核,初生α-Al相依附初生晶核或Al3Sc相生長(zhǎng)。當(dāng)澆注溫度降至700 ℃時(shí),熔體內(nèi)部的凝固潛熱減小,在滾筒的攪拌作用下,熔體在滾筒內(nèi)壁異質(zhì)形核增加,使得晶粒尺寸進(jìn)一步減小,通過凝固初期的局部激冷和攪拌混合快速散去合金熔體的結(jié)晶潛熱,實(shí)現(xiàn)了合金熔體中大量形核與晶粒游離,導(dǎo)致晶粒尺寸減小,圓整度增加。因此,隨著澆注溫度的降低,初生α-Al相逐漸圓整化、細(xì)化,第二相尺寸減小、分布更加均勻,使拉伸過程中局部應(yīng)力集中減弱,流變擠壓鑄造合金的屈服強(qiáng)度和抗拉強(qiáng)度增加。 2.4 熱處理對(duì)合金組織與性能的影響 2.4.1 固溶處理 在470 ℃×10 h + 500 °C×2 h雙級(jí)固溶處理后進(jìn)行120 °C×24 h時(shí)效處理后合金的微觀組織與XRD分別見圖10和圖11。與流變擠壓鑄造合金相比,晶界附近析出的第二相等微觀偏析減少,大量溶入到基體中。XRD結(jié)果顯示,流變擠壓鑄造固溶態(tài)合金中的MgZn2、AlCuMg、Al2Cu和Al3Sc等第二相的衍射峰基本消失。經(jīng)過雙級(jí)固溶后,溶質(zhì)分布更加均勻。
圖10:在470℃×10 h+ 500°C×2 h雙級(jí)固溶后合金Al-5Zn-2Mg-1Cu-0.2Sc的SEM照片
圖11:Al-5Zn-2Mg-1Cu-0.2Sc合金固溶態(tài)XRD圖 2.4.2 時(shí)效處理 圖12為時(shí)效處理后合金的組織,可以看出,與固溶態(tài)組織相差不大。7xxx系鋁合金在時(shí)效過程中的沉淀相析出順序主要為:α-Al(過飽和固溶體)→共格GP區(qū)→半共格可相(亞穩(wěn)態(tài)MgZn2)→非共格相(平衡相MgZn2)。為進(jìn)一步解析結(jié)構(gòu)特征,對(duì)時(shí)效合金進(jìn)行高分辨電鏡分析,見圖13。
圖12:合金Al-5Zn-2Mg-1Cu-0.2Sc時(shí)效120℃×24h的金相與SEM組織 從圖13a和圖13b中的明場(chǎng)像和暗場(chǎng)像都可以發(fā)現(xiàn),在晶粒內(nèi)部除GP區(qū)和少量η′(MgZn2)相外,均勻分布許多細(xì)小的顆粒。通過在[001]軸獲取的該區(qū)域的超點(diǎn)陣衍射斑點(diǎn),經(jīng)過軟件計(jì)算出其晶格常數(shù)a=0.4172 nm,面心立方結(jié)構(gòu)(FCC),Al3Sc的晶格常數(shù)為0.410 nm,鋁基體的晶格常數(shù)為0.405 nm,可確定這些顆粒為Al3Sc相。對(duì)圖10a中的顆粒進(jìn)行尺寸統(tǒng)計(jì),Al3Sc相的平均晶粒尺寸約為22 nm。從圖13c和圖13d的明場(chǎng)像和暗場(chǎng)像中可以發(fā)現(xiàn),在晶界處有一些尺寸較大的第二相,通過分析在[011]軸獲取的該區(qū)域的超點(diǎn)陣衍射斑點(diǎn),確定這些第二相為Al3Sc。根據(jù)第二相粒子強(qiáng)化機(jī)制,這些細(xì)小彌散的Al3Sc粒子均勻分布在基體中,通過對(duì)位錯(cuò)運(yùn)動(dòng)的阻礙作用可以起到顯著的強(qiáng)化效果,這是含Sc合金強(qiáng)度提高的主要原因之一。
圖13:120 ℃×24 h時(shí)效后合金的TEM明場(chǎng)和暗場(chǎng)分析 2.4.3 力學(xué)性能 對(duì)熱處理合金進(jìn)行力學(xué)性能測(cè)試,并與鑄態(tài)合金相對(duì)比,結(jié)果見圖14。對(duì)合金進(jìn)行時(shí)效處理后屈服強(qiáng)度、抗拉強(qiáng)度和伸長(zhǎng)率可達(dá)539 MPa、612 MPa和10.5%,與變形合金7075-T651性能相當(dāng)。
圖14:鑄態(tài)與熱處理態(tài)合金的力學(xué)性能 固溶和時(shí)效處理后合金強(qiáng)度提升的主要原因是在晶內(nèi)析出了GP強(qiáng)化區(qū),同時(shí),Al3Sc粒子發(fā)揮出了細(xì)晶強(qiáng)化和彌散強(qiáng)化的雙重作用。對(duì)合金進(jìn)行時(shí)效處理,析出相主要以彌散的共格納米級(jí)富集原子GP區(qū)為主,同時(shí)晶粒內(nèi)部也存在少量的短棒狀η′-MgZn2相。GP區(qū)異類原子引起的晶格畸變、MgZn2相和含Sc化合物相產(chǎn)生的晶格畸變提高了合金的強(qiáng)韌性。 3、結(jié)論 (1)在滾筒攪拌制漿過程中,隨著澆注溫度的降低,初生α-Al相由樹枝狀轉(zhuǎn)變?yōu)榻驙睿Я3叽鐪p小,圓整度增加,澆注溫度為700 ℃時(shí),初生α-Al相的平均晶粒尺寸約為35 μm,平均形狀因子約為0.49,半固態(tài)漿料質(zhì)量最佳。 (2)隨著澆注溫度的降低,流變擠壓鑄造Al-5Zn-2Mg-1Cu-0.2Sc合金晶粒逐漸減小,澆注溫度為700 ℃時(shí),α-Al相為近球形,平均晶粒尺寸約為43 μm。經(jīng)雙級(jí)固溶(470 ℃×10 h+500 ℃×2 h)后,大部分第二相溶解于基體中,屈服強(qiáng)度、抗拉強(qiáng)度和伸長(zhǎng)率分別為289 MPa、488 MPa和20%。 (3)流變擠壓鑄造Al-5Zn-2Mg-1Cu-0.2Sc合金在120 ℃×24 h時(shí)效處理后,屈服強(qiáng)度、抗拉強(qiáng)度和伸長(zhǎng)率分別達(dá)到539 MPa、612 MPa和10.5%,與變形合金7075-T651性能相當(dāng)。
作者: 本文來自:《特種鑄造及有色合金》雜志2021年第41卷第05期 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)